

Table of Contents
请按照服装标签裁剪和折叠操作和安装指南进行操作。 该程序适用于机织标签机,如YS-3000、YS-4000、YS-5000系列。 您也可以将其作为 YS-6000 系列机床工具安装/更换指南的参考。

设备包装
通常,裕盛机械标签切割和折叠机(或其他类似标签机)将包装在胶合板箱中。 原木箱在包装前应进行熏蒸。 在箱子里面,我们会在机器上盖上塑料薄膜,以避免在海运过程中受潮。

当您收到包装并取出机器时,您会看到附件盒。 盒子里有全套工具包和备件,用户手册。 工具包包括内六角扳手、螺丝刀、打桩机。 大小/长度可以不同。 我们根据不同的用途配备它,以便日后的机器维护。
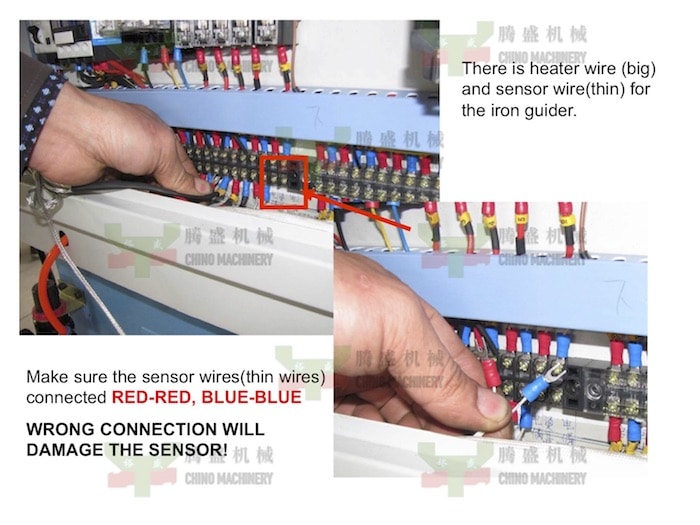
一些零件,如标签预平台、开卷机、堆垛机,可能在运输过程中被取下。 我们将像照片一样找到并安装它。 正确固定零件。 对于某些特殊机器,您可能需要连接一些电线。 我们的工程师会给你额外的照片指南。
安装放卷架
找到开卷机零件包并将其固定在机器侧。 我们将尝试将电子零件固定在机器上,机械零件可能会被取下。 从而减少客户自行安装的难度。

根据上图安装开卷机的轴和板。 开卷机是带定时器继电器的电机驱动。 我们将找到插头并将其与主机上的底座连接。

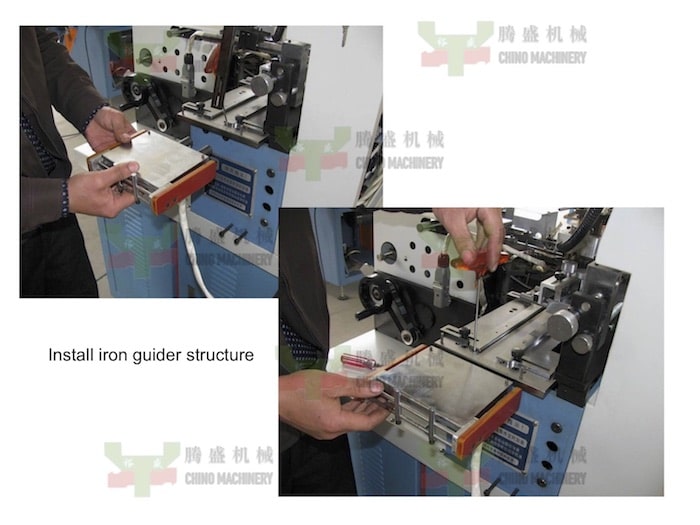
商标叠唛和导向架
找到堆叠导轨单元并用螺钉固定。 螺丝可以在附件盒中找到。 我们把一些额外的放在一起。 你将来可能会使用它。
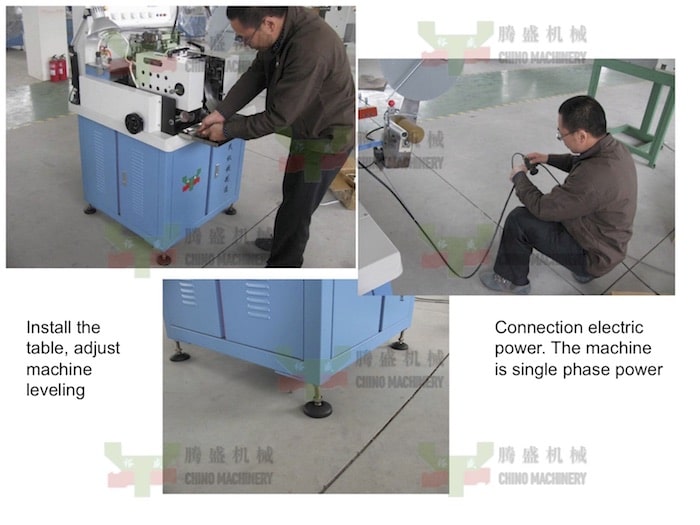
在机器前安装标签剪切和折叠机操作平台。 调整机器的脚,使机器水平和稳定。 然后用外部电源插入电源线。 通常我们的标签机是单相的,50/60hz。 一些特殊的机器,如丝网标签印刷机,可以用3phs。
织标推头
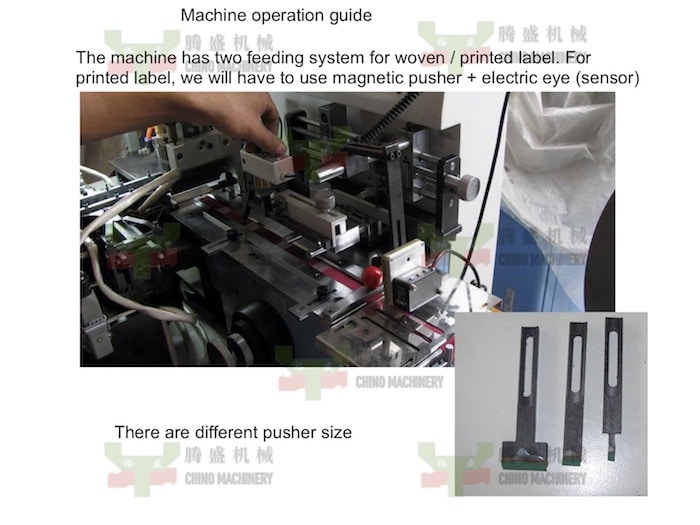
YS-3000、YS-4000、YS-5000系列标签切折机,有两种类型的标签推送器,用于编织或印刷标签。 对于印刷标签,我们将安装电磁推进器+标记示踪剂。 根据打印的标签宽度,选择合适宽度的推头。 吸头为扁平胶面,可送入扁平标签条。 标记跟踪器将用于检查标签长度并消除打印部分长度错误。
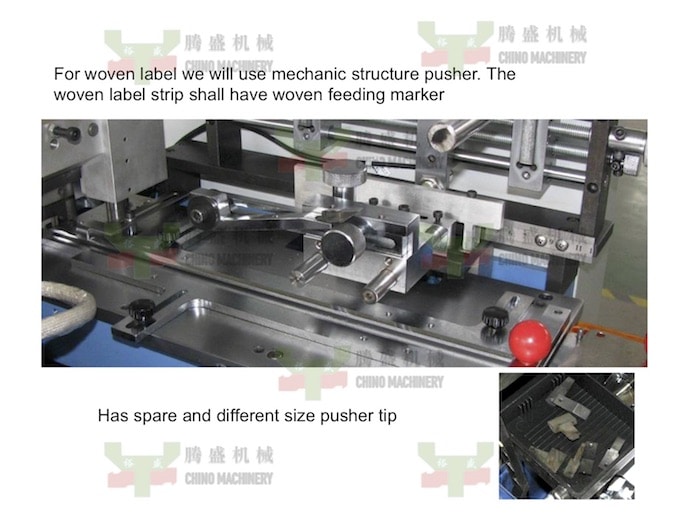
对于机织标签,我们将使用机织标签推送器,不需要标记示踪剂。 我们可以在标签机上设置标签长度。 织标长度设定系统为标签卷段长度误差留出足够的空间。 根据不同的标签条宽度,我们应选择合适宽度的编织标签推杆尖端。
商标折模

对于YS-3000、YS-4000、YS-5000、YS-6000标签切折机,我们为机器配备全套折叠机,包括端折工具(两台)、中心折叠工具(一台)和斜角折叠 工具(两件)。 您可以为目标工作选择合适的工具。 每个工具都有加热棒和温度传感器。 如果长时间工作后损坏,我们将进行检查和更换。
商标切刀
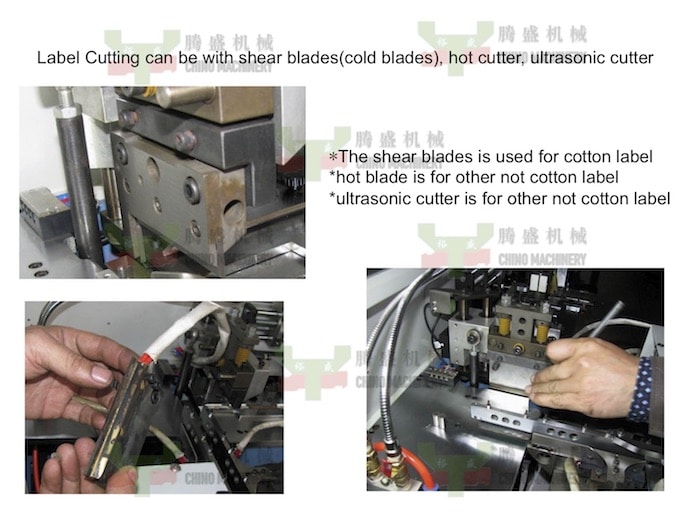
标签切割可以是热切割、冷刀片切割或超声波切割。 热切割最常见于缎面、涤纶标签、塔夫绸等。 超声波切割适用于同类材料标签,而超声波切割边缘更柔软。 它用于高档标签切割。 冷刀片切割主要用于棉标签。 热/超声波不能切割棉标签。
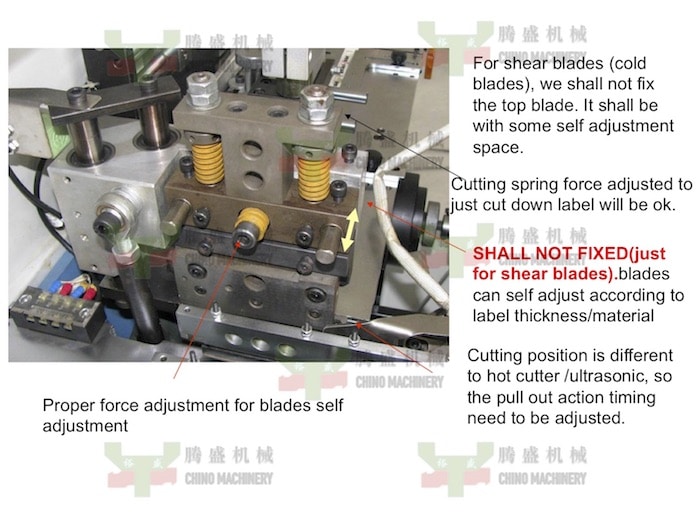
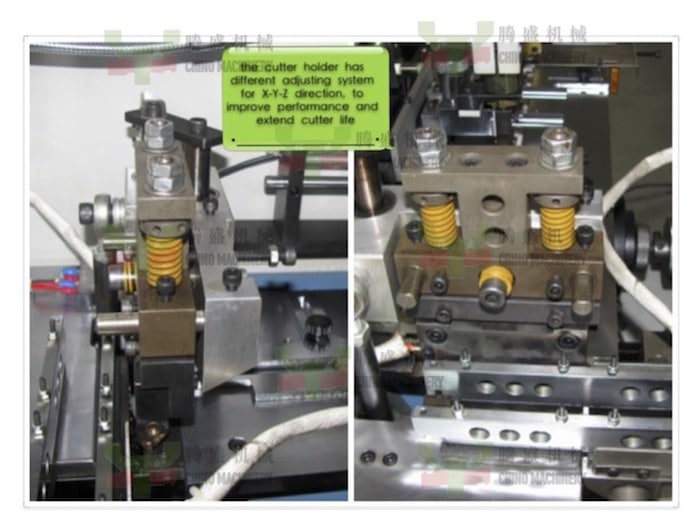
在刀具固定架上,有两个弹簧(黄色)。 它是为了切削力。 我们可以调整对螺母来调整刀具切割力。 对于热切/超声波切刀,我们最好使切割力刚好足以切割标签就可以了。 用力过大会缩短刀具使用寿命。 前弹簧控制切刀水平位置。 对于冷切割来说,在切割过程中使上下刀片足够靠近很重要。 冷刀片切割时,我们不应固定切割架的水平移动。 它用于刀片保护。
对于不同切刀的时序调整
切棉带用冷刀
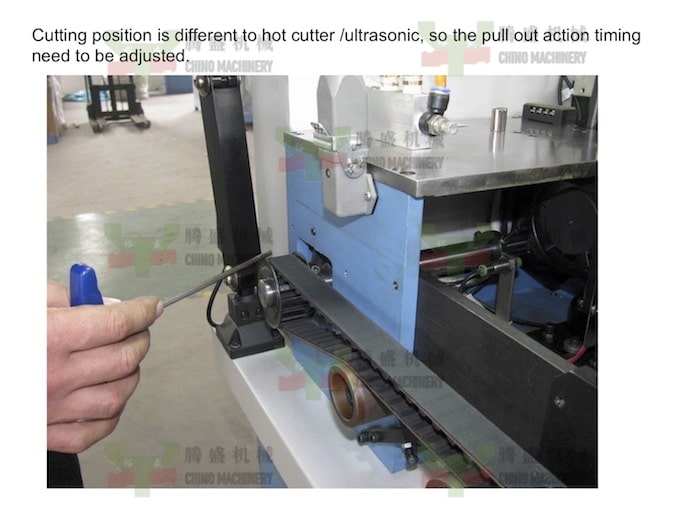
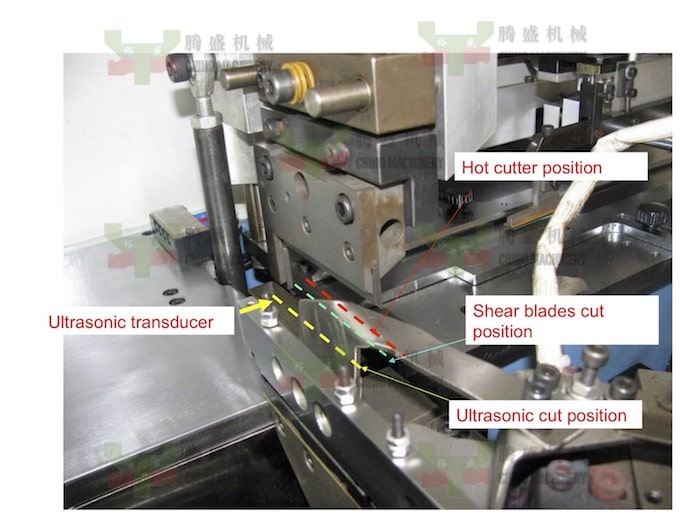
冷刀片切割位置在下刀片外缘。 而热切割位置在下刀片的顶面。 超声波切割位置在超声波喇叭表面。 所以标签切割和折叠的时间是不同的。 对于YS-3000/4000/5000机器,我们将在侧轴上调整时间。
超声波系统

超声波标签切折机(Ys-5000),超声波发生器在机柜内。 根据不同型号的标签切割和折叠机设计,超声波喇叭可以在工作台上或工作台下。 主电机安装在机柜内。
热切刀
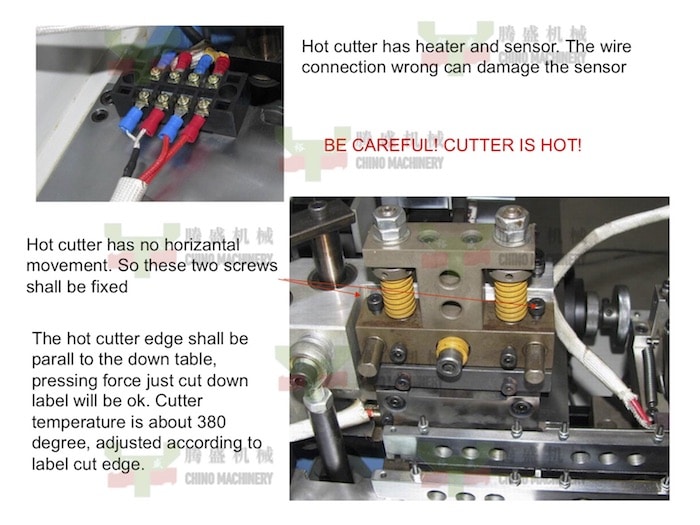
热切刀带有加热棒和温度传感器。 更换或重新安装热切刀时,应注意接线。 加热棒为AC220V电压,温度传感器为DC24V。
热切刀切边应平行于工作台(下刀片)。 刀具应足够锋利。 我们可以相应地调整切割压力,尽可能低,只要能切割标签就可以了。
热切刀工作温度为380~400度。 操作者要小心。
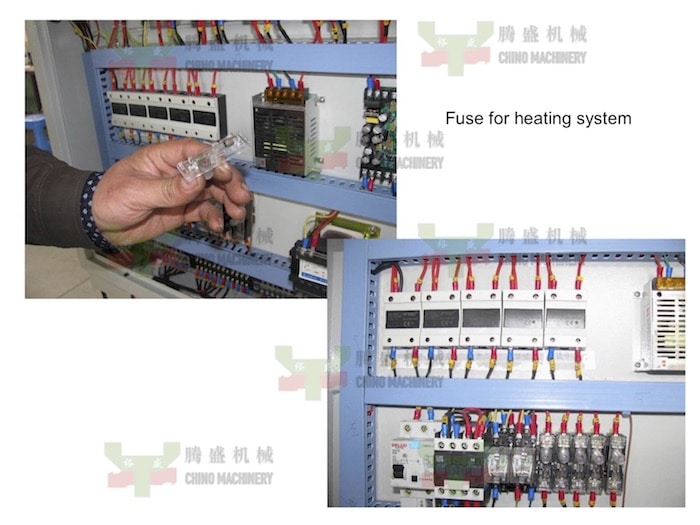
打开机柜后盖,可以看到贴标机的电路。 每个加热循环都有保险丝和接触器。 如果我们发现任何加热部件有问题,我们将跟踪完整的加热电路以排除故障。
商标剪折机操作面版

在控制面板上,有不同的温度控制器,用于折叠工具,标签预熨斗,热切刀,折叠后固定压机。 我们可以根据标签材料,切割/折叠结果条件进行调整。 标记示踪剂设置按钮也在控制面板上。
计数器用于标签数量设置。 达到设定值机器自动停机。 操作员可以按下启动按钮重新开始工作。
工作速度调节应缓慢调节。 突然的增加/减少可能会给机械结构带来很大的冲击。 导致机器异常。
各部温控设定
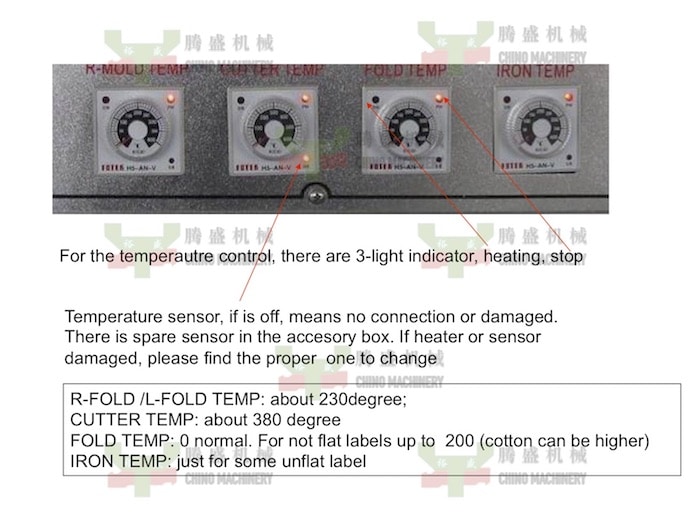
正常折叠工具温度约为230度。 如果标签较厚或折叠不够,我们可以逐步增加。 刀具温度可以是380~400度。 折叠温度一般为0。对于棉布或不固定的折叠,我们可以提高温度以获得稳定的折叠。 熨斗温度适用于一些不平整的标签卷。
商标折叠成形时序检查
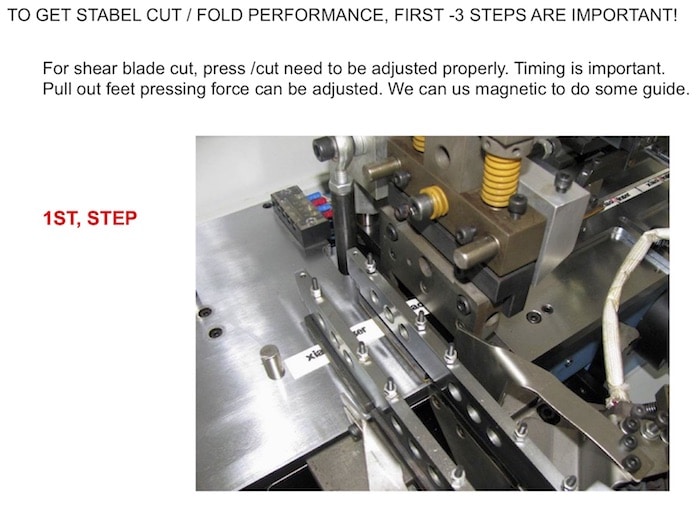
- 标签机的长按在标签切割时固定标签。 压切动作应同步进行。
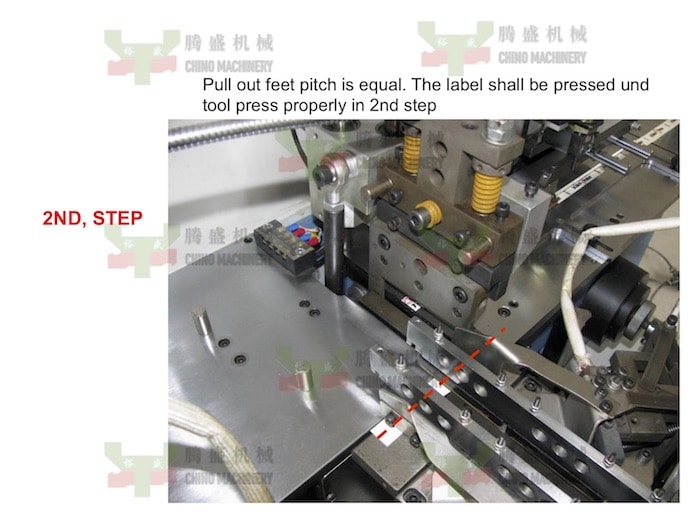
2.标签裁切后,按将标签部分拉到第二个位置。 按标签工具将修复该部分。 然后机器压力将上升并前进以进行下一个循环。 在第二个循环中,机器将标签部分移动到下一站,折叠。
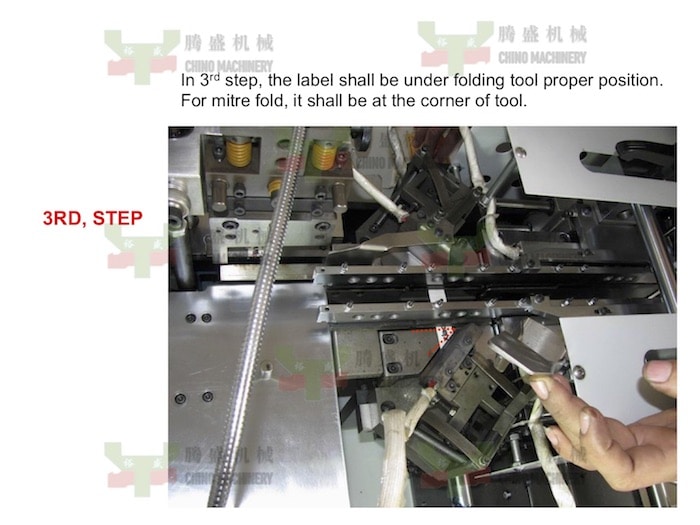
3. 第三步,斜角折叠工具三角形位置为工作位置。 对于其他折叠,如结束/中心,位置可以不同。
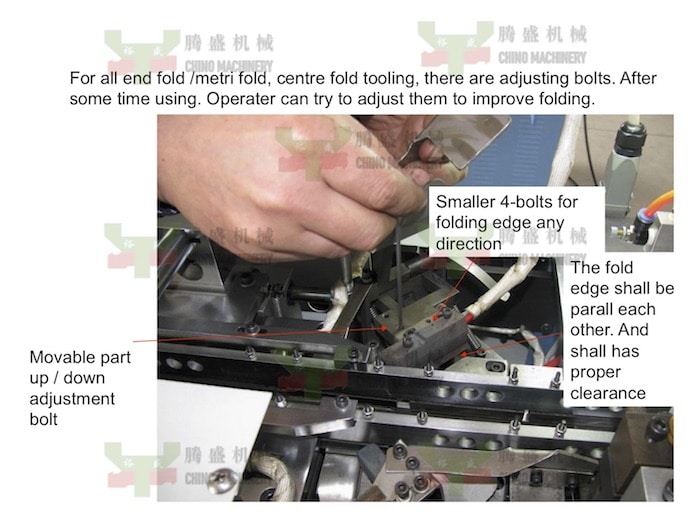
我们所有的折叠工具在发货前都已正确预设。 长时间工作或客户遇到特殊折叠后,我们可能需要调整零件位置以改善标签折叠。 请小心调整。 好的操作员会收集好的工具集技能。
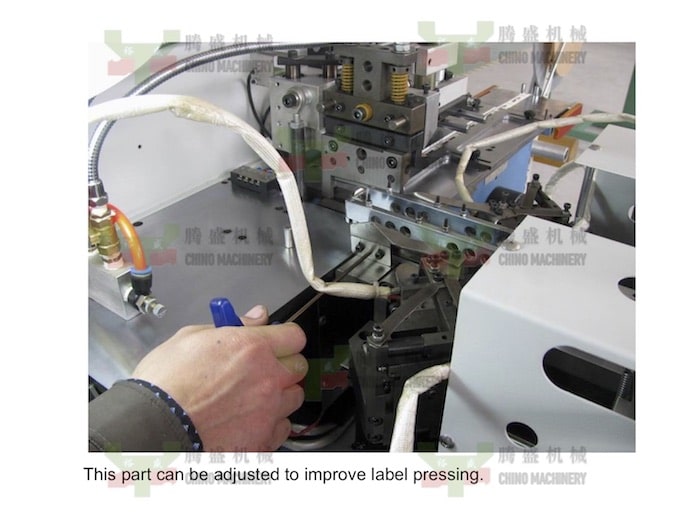
在标签压机的左/右部分,前面有一个小的短节板。 并且有不同长度的带弹簧的脚。 在标签折叠期间或之后,它们都用作标签压紧装置。 标签沿长条移动时,应确保按压正确。 我们可能需要调整弹簧力或更换脚下的橡胶。

商标宽度调整
请确保在标签折叠宽度调整时黑色手柄打开并在机器工作时锁定。 轴将通过左/右标签折叠传输系统。 堆垛导轨将根据成品标签宽度进行调整。
商标叠唛系统
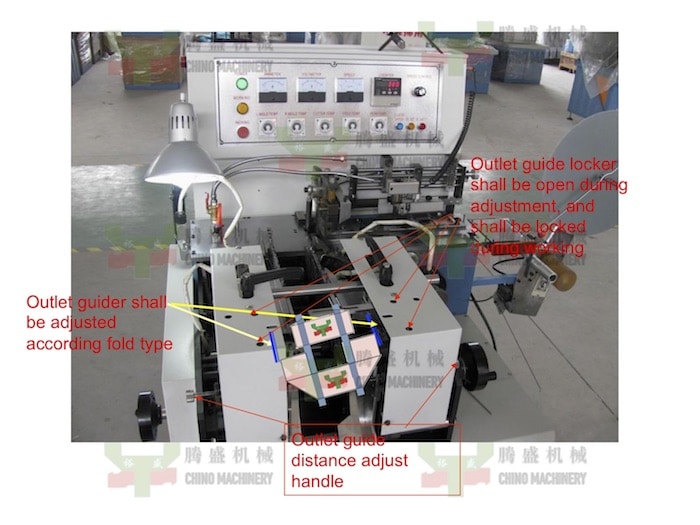
导向系统和堆垛系统均带有锁定手柄,调整时请务必打开,工作时请务必关闭。
标签机润滑和日常维护

所有机器运动部件,如齿轮、导轨、丝杠,请每周用油脂润滑。 沿刀具的直线轴承,每班加一次油润滑。 折叠工具也应润滑每个班次。 良好的保养会使机器工作稳定,噪音更低。

注意标签送料台下方有一对锥齿轮。 每周或根据工作时间用油脂润滑。
超声波系统

对于YS-5000系列标签切折机,超声波发生器将放置在机柜内。 如果超声波切割异常,请检查发生器和测试按钮的电源。 有问题最好联系我们。

对于不同型号的机器,超声波喇叭的安装位置会有所不同。 它可能在桌子下面或上面。
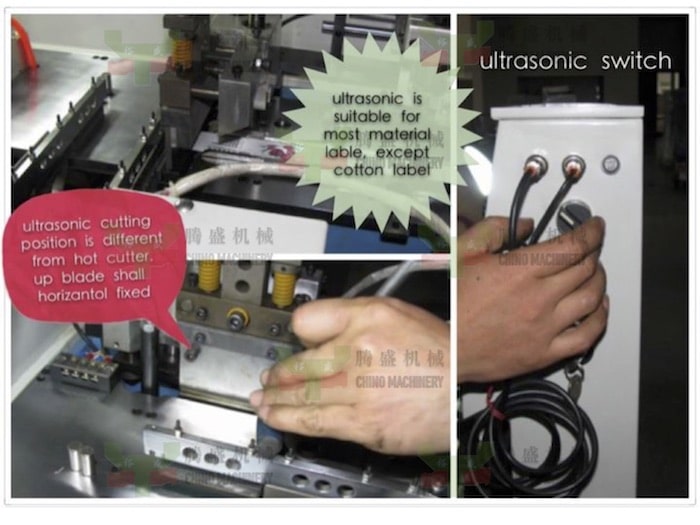
超声波切割适用于大多数服装标签,如缎面、塔夫绸或其他聚酯材料。 刀刃非常柔软,密封性很好。 不适用于棉标签。 对于棉标签,我们将不得不使用冷刀片切割。

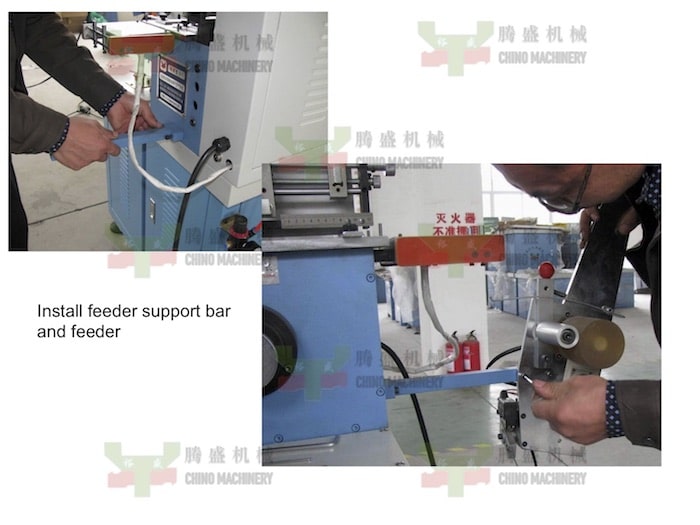
进料系统
织标
对于织标分切折叠机,主要区别在于送料系统。 机织标签有机织推线。 推动器将在标签段长度的适当范围内推动切割线。 为避免标签弹性收缩,切刀旁边设有压紧部分。 确保在设置过程中编织标签可以轻松地沿着导轨移动。

织标推进器应将标签切割线送入切刀下方。 同时要注意避免刀具撞到推杆。
印标

如果没有编织推线或印刷标签,我们将不得不使用磁推器和标记跟踪器。 当我们安装磁性推杆时,请确保按压力足够标签。 不同宽度的标签需要不同的推头。 您可以在配件盒中找到它。
标签切割过程中,标签可能会融化并粘在切刀上或长时间工作后切刀不锋利。 我们可能需要清洁刀具并调整刀具。 请确保您了解每个零件的功能和目标。 如有疑问,请随时与我们联系。

长时间工作后,热切刀可能需要取下并接地。 或加热器/温度传感器可能需要更换。 请确保接线正确。 重新安装的刀具加热后应与工作台平行。
商标长度设定
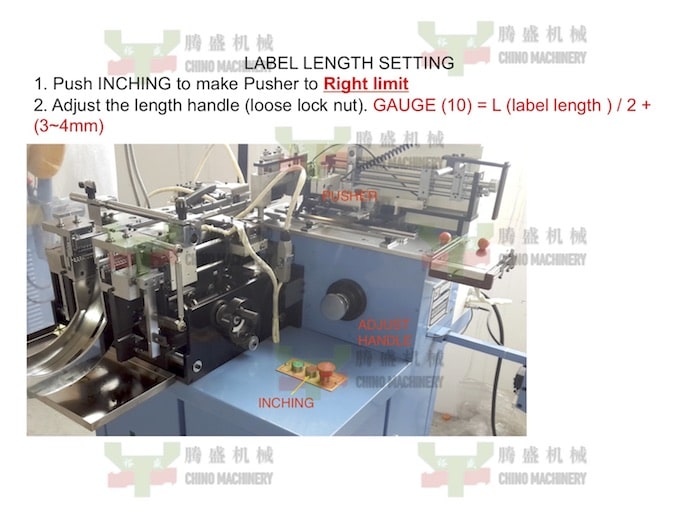
对于不同长度的标签,我们将在机器上设置标签长度。 程序是:
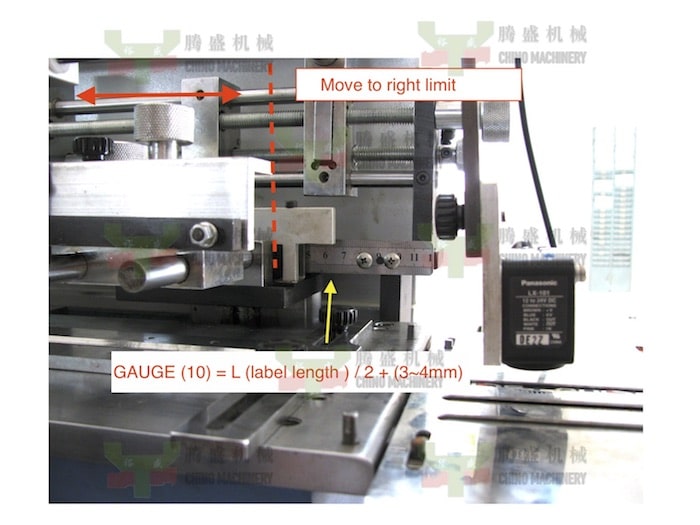
- 按 INCHING 按钮使推杆到右极限位置;
- 松开标签长度手柄锁并调整标签长度(检查进纸螺丝下的标尺)。 =(标签长度)/2+(3-4mm)。 然后锁上储物柜把手。
- 按INCHING按钮使推杆移动到左限位,调整织标推杆尖端位置,使其正好可以将标签切割线送入切刀下方。
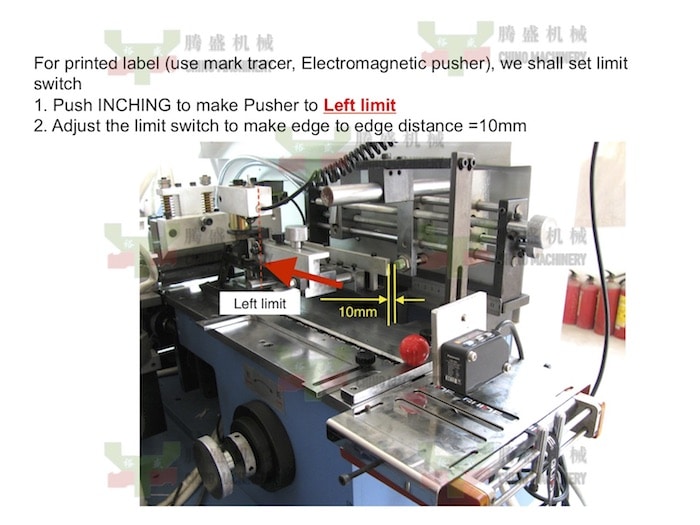
对于印刷标签,我们将不得不使用磁性推杆并且需要设置额外的东西。 按 INCHING 使推杆移动到左限位,然后调整金属板使限位开关间隙约 10mm。
电眼追踪设定
对于标记示踪剂,我们将进行 TEACH-IN 以使示踪剂知道哪个是标记。 方法是
- 开启标记追踪器;
- 手动将标签切割线推到切割器下,将标记跟踪器位置调整到“MARKER”。 调整示踪剂高度,使标记上的光点清晰。 (*标记应清晰易辨,标记前留有足够的空白区域为佳。)
- 然后按下EE测试按钮;
- 移动空白区域的光点,再次按EE测试。
- 标记示踪 TEACH-IN 完成。
然后我们可以调整折叠工具并尝试标签机工作。